Irregular Shaped Bags: A New Force in Packaging Innovation, Leading Market Trends
Resistance to high temperature cooking bags manufacturing process
by:Kolysen
2020-11-28
At present, the domestic most cooking bags are manufactured dry after legally, there are also some using solvent-free complex legal or a total of extrusion complex legal, here only talk about dry type composite manufacturing processes.
Select material selection should be based on the end-use of the retort pouch, including the properties of packaging, weight, cooking sterilization temperature and time, food shelf life, etc.
Because of the different end use, different requirement for the quality of retort pouch, the combination of material structure and different requirements for the quality of the ink, adhesives, and the cost is not the same.
Determine the process parameters in the concrete operation, the operating personnel should strictly follow the process of single process parameters, including glue roller line number and the net depth of the hole, the gluing quantity, concentration of adhesive solution, bake, heating period of reaction temperature, blast volume and exhaust air volume, the size of the boot speed, rolling tension, bake, tension, and winding tension control, composite steel roller surface temperature and composite pressure, etc.
Among them, the gluing quantity (
Usually 4 ~ 5 g/m2)
And the amount of residual solvent (
The national standard is less than 10 g/m2 enterprise internal control is the best less than 3 mg/m2 is the key of the inner quality of retort pouch, must be taken seriously.
Composite for composite operation;
Supplier requirements before two layer (some adhesives
Pet/al or opa/al)
, after the compound, the need to drop it on 50 ~ 55 ℃ slaking indoor slaking 4 ~ 12 hours, and then on the third floor,
pet / al / cpp或pet / al / opa)
The compound.
But there are a lot of adhesive layer can be directly to the two, three or even four layers all composite good again after curing.
Curing aging general requirements stay more than 48 hours under 50 to 55 ℃, 72 hours is the best, but also some adhesive requirements placed 5 & ndash;
7 days.
Tended to keep indoor ventilation flow, all point to maintain indoor temperature, indoor air should also be appropriate replacement, will cure when the residual solvent emissions released to the outside, add dry;
For fresh, fresh air, this is beneficial to reduce the amount of residual solvents composite membrane and peculiar smell.
Detection of bag making composite membrane after curing, to detect composite fastness between each layer and the amount of residual solvents, can meet the requirements after take out the bag.
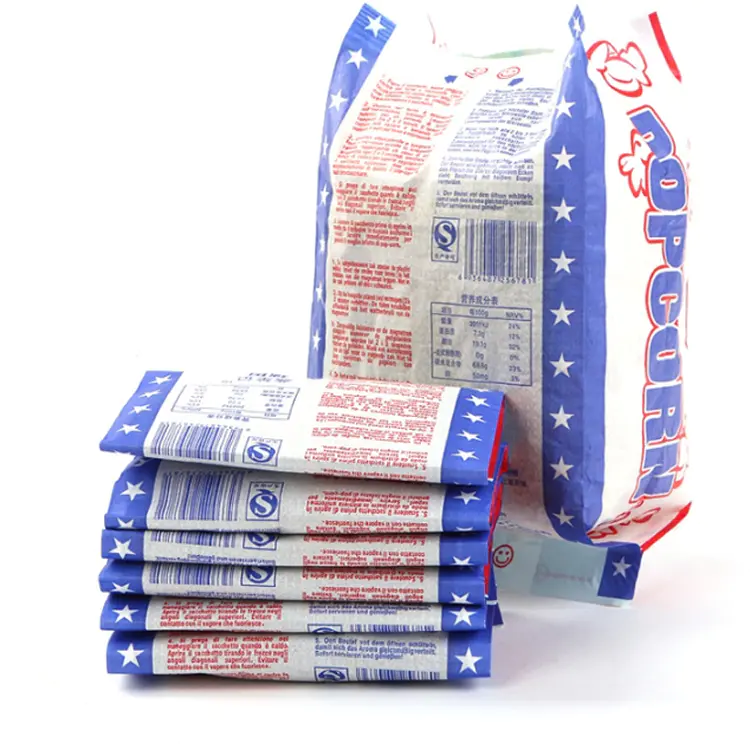
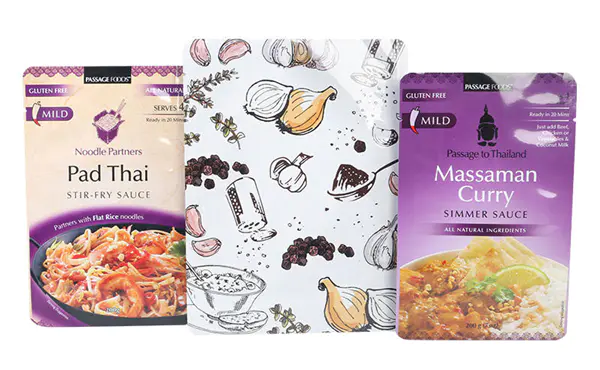
Using composite membrane materials made from most of the retort pouch with three edge sealing way flat bags or self-reliance bags, rarely back sealing bag.
Different structure, different combinations, different layers of the composite film, the heat sealing strength is different, in 45 & ndash;
80 n / 15 mm.
So the temperature of the heat sealing knife is much higher, most of the remaining 180 a 230 ℃ when heat sealing bag making, for the thickness of composite layer number is less, the smaller the composite membrane, the lower the temperature of heat sealing the edge of the sword;
For the more layers, the greater the thickness or contain aluminum foil composite film, heat sealing knife action temperature is higher.
In addition, some of the bag making machine on the knife and the knife can be heated, some bag making machine is only heating on the knife, for composite layer, the thickness of a big action films, knife can up and down heating effect is more ideal.
Special hot knife what need reminds is, when pressed down, don't make the bag inside pressure, lateral pressure is small, and had better adjust to the inside of the bag slightly smaller than the lateral pressure.
So as not to make the two layer lining pressure welding, the film's original state is damaged, the sealing strength is guaranteed.
Custom message
Related Products