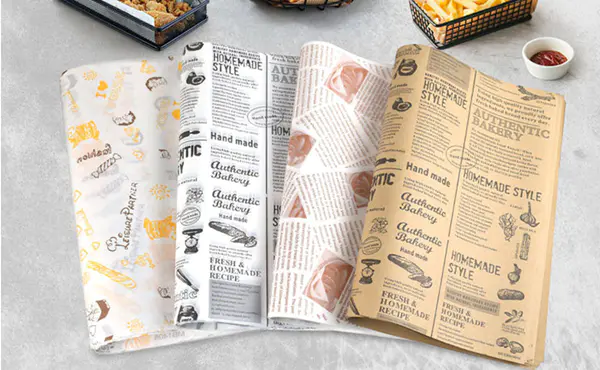
Laminating food bags
Vertical bag of abscission layer, composite, low intensity, composite bubble, the example analysis
by:Kolysen
2020-12-08
A crease, vertical bag abscission layer 1, the structure of the phenomenon description for PET12 / VMPET12 / PE80 vertical milk powder bag, use half a year, in the supermarket in between PET and VMPET stratification in the printing ink layer.
2, analysis of the causes of vertical bag packaging is a small bag of powdered milk, so the packing contents of chemical properties will not affect the quality of the bag, but due to the packaging contents gram weight is 450 g, in the process of supermarkets, vertical bag wrinkled where is prone to delamination phenomenon.
Check production record, found that the bag surface is used on a single remaining high brittleness quick-drying glue compound, brittle plastic folding, so you need to choose a suitable compound hard and soft rubber.
Second, the strength of composite membrane composite low 1, describe the structure of BOPP28 / VMCPP25 structure of cooling gel bags, double color printing, without a full version of the white ink palm, after composite low peel strength, composite delamination.
2, the cause analysis on the red and green ink ink peel strength is very low, the reason is that in printing ink, the original yellow ink performance is slightly positive polarity, the original red ink is negative polarity, the original blue ink negative polarity, so the original yellow and blue make green film polarity is neutral, the composite strength is lower, but red ink show the peel strength and low here mainly because ink supplier red is too large for the amount of wax material, precipitation affect the strength of composite, so choose normal manufacturer of ink or printing surface (
Ink face)
Corona, and composite in eight hours.
Three, composite bubble phenomenon 1, describe the structure of PET12 / AL17 NY15 / MIPE60 electronic products packaging.
In the process of production, the first day of the composite PET and AL, no bubble phenomenon;
Continuous composite NY and MIPE the next day, also didn't bubble problems;
Finish production in the workshop room temperature placed 2 days, not observed quality problem;
Then it into curing chamber slaking 48 hours, on the sixth day bag, it found that composite membrane surface strip of foaming phenomenon, and bubble occurs between nylon and pure aluminum.
2, root cause analysis through checking the production record, PET/AL composite membrane with NY USES is not bad glue, ruled out the glue deterioration caused by the use of outdated glue and produce bubbles.
Again carefully analyze the distribution of air bubbles, no periodic trends, also ruled out because of the net roller mesh plug have bubbles.
Through the communication with the supplier of glue, the glue at the beginning of the adhesion force is low, suggested that compound into the curing chamber immediately after.
PET/AL's materials.
NY is squirming materials, the use of the relatively low initial adhesion force glue, material creep resistance is poor, resulting in a vacuum bubble.
3, conclusion composite material stiffness and creep material must choose high initial adhesion force glue, or into the curing room in time.
Custom message
Related Products